The fourth industrial revolution, or Industry 4.0, is on the radar of all major OEMs and their suppliers. One of its elements, augmented reality (AR), is already disrupting automotive manufacturing processes. Which other technologies behind Industry 4.0 technologies can bring more revenue to businesses and customize products for end users?
The prospects of today’s automotive market
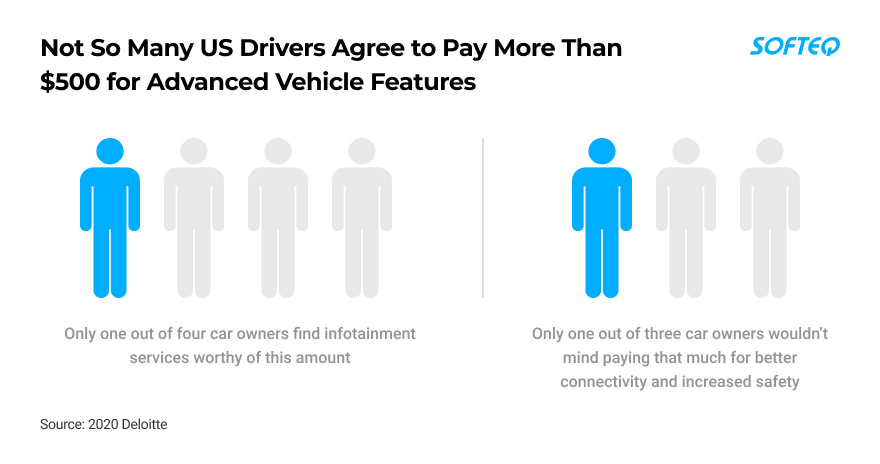
Customer demand for customized vehicles and ultra-personalized services is growing. More than 50% of drivers are currently willing to pay up to $500 more for additional functionality. That includes infotainment, better in-car HMI design, and increased security.
Perhaps the numbers don’t sound that impressive right now. But this is only the tip of the iceberg for mass personalization in the automotive industry, and will lead to a host of new opportunities for manufacturers, OEMs, and tier suppliers of every level. Providers of car-related services, like smart charging stations or shared mobility projects, will also be among the winners. Current expectations are ambitious, and the industry believes it will reach $3.7 trillion in value by 2025.
The emerging trend for mass personalization goes hand in hand with the Industry 4.0 concept that focuses on a more tailored customer experience. And this means that the impact of the Industry 4.0 technologies, including IoT, advanced robotics, and AI, will be getting more pronounced for the car industry.
Industry 4.0 Implementation in Automotive
In the most basic terms, Industry 4.0 stands for smart factories, where humans and machines collaborate closely in a connected ecosystem. Basically, Industry 4.0 is all about data. Data is collected, structurally organized, comprehensively visualized, and remotely controlled, like OTA updates in connected cars. In the most advanced cases, data is used to generate actionable solutions with little to no human input.
Let’s look at some practical use cases where the implementation of Industry 4.0 technologies has brought about serious benefits to car manufacturers.
- Bosch has automated manual inspection of injector nozzles at their plant in Brazil. Injector nozzles are parts for the company’s diesel engine injection systems. A robot collects the injectors and feeds them to the vision system where they are inspected and verified. This move has allowed Bosch to increase production volumes. The company now produces 7,000 parts per day and has decreased the daily percentage of false rejects to 5%.
- Ford has installed camera-based quality inspection tools for the painting process. The solution takes photos of each painted vehicle surface and creates a 3D model of the vehicle. The result is a dramatic decrease in inspection time and more than 90% improvement in defect detection compared to human inspection.
- Porsche has introduced a flexible assembly line based on automated guided vehicles. These driverless transport systems are used in final assembly to pick up and transport vehicles for quality control. The robots reduce risk of vehicle damage and allow employees to focus on more serious tasks.
So, Industry 4.0 brings increased flexibility, quality standards, efficiency, and productivity.
But the final goal is achieving mass customization—meeting customers’ demands at each stage of the production cycle. New technologies help gather data about customers’ preferences and provide factories with a set of configuration options. A vehicle modular architecture enables carmakers to customize vehicles with the same core.
We need to fully leverage digital and technological advancements to be able to predict and capture consumer demand, and connect it seamlessly through production operations and materials sourcing.
Mohamed Samir, President, India, Middle East and Africa, Procter & Gamble, United Arab Emirates
Here is a brief recap of the main tech drivers of digital transformation processes in car manufacturing.
Technology 1: Big Data and Analytics
Big data and analytics tools allow car manufacturers to properly process, store, and analyze data coming from a multitude of IoT sensors on factory floors and equipment, software in sales departments, and so on.
The technologies identify and retrieve recurring patterns and bias towards particular products or services, configure maintenance scheduling of every single item and equipment, optimize the usage of equipment, and much more.
Technology 2: Digital Twin and Digital Thread
A digital twin is a near-real-time data model of a physical object, equipment, or asset. For example, one may want to create a model of a material used for vehicle production: a vehicle component (a tire, an engine, and so on), a vehicle itself, or the whole production line. A digital twin of any of these objects is a set of parameters, which are important for various processes and transformations and can be tracked in real-time.
A digital thread creates universal access to data and aligns different processes around a single set of data. It provides employees with a record of a product or system's lifetime from its initial stage—including design, fabrication, and manufacturing—to the actual usage of assets in the real world.
The work of digital twins and digital threading relies on IoT sensors that collect real-time data on the assembly line performance and transmit it to servers, either on the premises or in the cloud.
Employing additional technologies brings new opportunities. Thus, virtual reality and augmented reality tools enable manufacturers to get a precise visual representation of certain equipment and its role in their factory’s operations. And by using data analytics and machine learning, it’s possible to run simulations, virtually experiment with different materials and functioning modes, and predict the performance of the product.
In the automotive industry, digital twins and digital threading help monitor, simulate, and optimize production, quality control, and operational performance.
Technology 3: Horizontal and Vertical Integration
Integration, whether vertical or horizontal, helps connect business units and make them more visible. Horizontal integration ensures networking between individual machines, items of equipment, or production units. And vertical integration streamlines business data from the sensor to the business level of the company.
Both horizontal and vertical integration types are typical for a Smart Factory, where data is extensively integrated at every level of the production cycle. It allows plants to react quickly to changes in demand or faults, introduce necessary adjustments and customer-specific adaptations, and rapidly deal with fluctuations in quality or machinery breakdowns.
Technology 4: Additive Manufacturing
The Additive Manufacturing (AM) technology, also known as 3D printing, helps produce component prototypes much quicker and cheaper than would be possible through traditional manufacturing processes. For example, AM allows tier suppliers to create lightweight versions of tiny structural components quickly and cheaply.
With AM, manufacturers can simulate all the necessary input parameters of a component before printing it, creating a build at a reduced cost and within a shorter time period compared to traditional component production.
Technology 5: Autonomous Robots
Self-sufficient machines that manage their tasks with no human intervention can be found at different stages of the automotive manufacturing process:
- Collaborative in-line robots that perform repetitive tasks side by side with assembly workers;
- Industrial robots which extended functionality, like machine vision, vision recognition, or failure prediction;
- Аutomated guided vehicles for automated line replenishments and parts delivery.
Today, robots greatly automate processes such as parts placement, tapping, micro-screwing, and quality control. Their superpower lies in strict adherence to process requirements and highly standardized manufacturing steps control. Robots reduce labor costs by up to 80%.
Bottom Line
Industry 4.0 is going to yield tangible benefits for everyone in the automotive industry: manufacturers, suppliers, and end-customers. Those who have faced high upfront investments are already enjoying reduced labor costs, improved production efficiency, and increased customer satisfaction.
Do you feel ready to take the path? If yes, then you need a roadmap to put Industry 4.0 principles in place in your personalized automotive solution. Contact Softeq for detailed guidance. We’ll help you start getting distinct gains in a short time.