The larger the business, the more goods there are to manage. With this growth, tasks like inventory management can become difficult to handle with conventional methods. This was the case with one US supermarket.
In just a few years, the supermarket significantly increased its product range and became a chain. During this time, their warehouse of inventory grew to include not just food but electronics, home appliances, and other items too. However, everything was still counted manually. The huge quantity of goods eventually became excess inventory, which was a real problem. Warehouse managers struggled to keep track of what they had, where it was stored, and when it needed to be moved or sold.
To tackle this challenge, warehouse managers decided to try computer vision (CV). They used it to enhance robotic scrubbers—and it worked. As the robots move along the store aisles, they collect shelf-level data on inventory. Now, the warehouse managers know which products are no longer in demand, out of season, or nearing their expiration dates. Based on this data, managers decide whether to move products to a different location, put them on sale, or discard them altogether.
Inventory is not the only area that CV can help businesses keep track of. In this article, we’ve compiled other computer vision use cases from different industries. Discover how the technology works with real-life examples.
Computer Vision Explained
So, how does computer vision work in the warehouse example? First, the warehouse enhanced its robotic scrubbers with CV-based cameras and connected them to the cloud. The scrubbers are also integrated with the retailer’s existing inventory management system. As the robots move up and down the aisles, they don’t just clean the floors—they also collect shelf-level inventory data. The data includes product location, planogram compliance, stock levels, and pricing accuracy. It’s then uploaded to the cloud for further analysis.
The insights generated from the analysis go to the inventory management system. This means that warehouse managers are always aware of inventory availability. In simple terms, they know how many products they have and where they are stored. They can always keep track of price accuracy and expiration dates too. Overall, this enables timely ordering and proactive store management.
Depending on the tasks performed, there are three main types of computer vision solutions:
- Assisted intelligence: CV carries out basic daily tasks, helping managers get their work done faster and better. It also gives them a second opinion. For instance, the CV-based robotic scrubbers in the example above scan the prices of products on the shelves and store them in the cloud.
- Augmented intelligence: CV can perform some tasks instead of a worker, leading to higher efficiency. Managers can also work together with CV, which leads to higher efficiency and precision. Let’s consider automated stock level detection. Computer vision scans to see if all the products of the same type are out for sale. If not, the system alerts a store team member. This way, managers have to spend less time visually inspecting all the shelves.
- Autonomous intelligence: CV fulfills tasks independently and can make decisions autonomously. For example, not only can CV scan for product availability, but it can also decide what to order and when according to the analysis of frequently bought products. It can even decide where to place the products in the store.
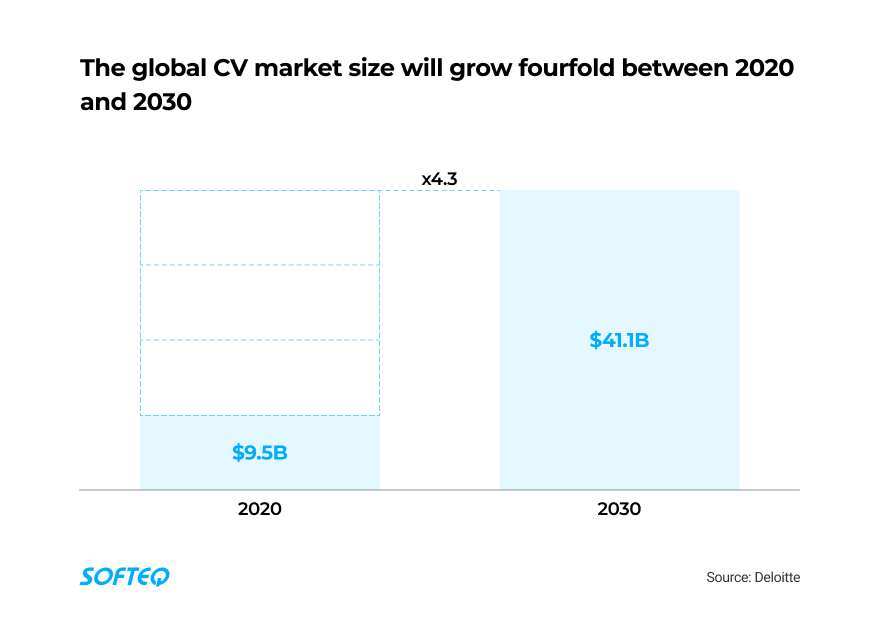
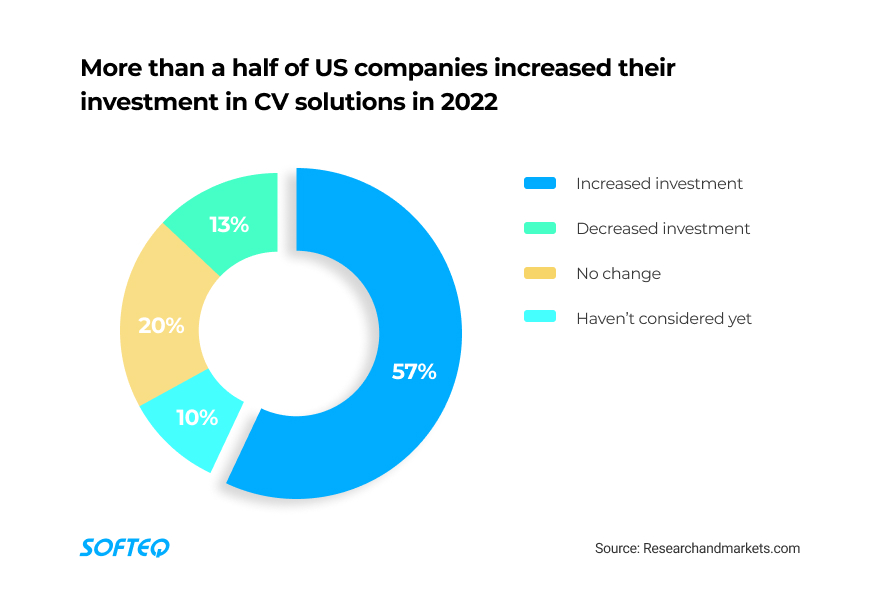
CV is an all-purpose technology that can solve key business challenges. Businesses from different industries are already actively using CV in their day-to-day operations. Investors see this interest and pour more money into CV solutions. Market analysts are positive about the technology’s future: they predict the computer vision market will grow at a steady rate. This indicates that CV will be used more and more across multiple industries.
Now, let’s take a look at computer vision use cases in different industries with examples.
Use Case 1. Computer Vision in Transportation: Enabling Rail Inspections
The US railroad sector requires inspections like no other industry. This isn’t surprising since the rails have to withstand heavy loads and extreme temperatures. If repairs are not carried out quickly, delays and environmental damage can occur. The cost of maintenance and repair will also increase.
Preventative inspection with digital solutions is key for smooth rail operations. However, many rail businesses haven’t yet adopted tech to ease the inspection process. They still rely on manual labor. Rail inspectors walk or drive along the rails and examine track conditions visually. Railways can be thousands of miles long, so the process is time-consuming and very workforce-intensive.
CV surveillance could facilitate the inspection process. It can also allow for real-time defect detection.
Companies can use drones with high-resolution CV cameras to acquire high-quality visuals of their tracks. UAVs capture a series of images during flight. Then, CV models analyze and divide all the images according to the anomalies that are detected. Finally, the system sends actionable data to engineers so that they can prepare for repair work.
Real-Life Example: Enhancing the Railroad Maintenance Process
Insight, a US tech company, designed a drone-based CV solution for rail analysis. The system identifies issues and escalates them to track inspectors. The drone flies over the rails and collects images in designated zones. These images are then sent to the cloud for real-time analysis. If there’s an issue requiring maintenance, the system sends instant alerts to accelerate repairs. This enables track inspectors to take action immediately.
One of Insight’s customers, a railroad company, wanted to enhance its rail inspection process. Their goal was to be proactive, carry out repairs faster, and improve safety. The company required thousands of field technicians to inspect its 32,000 miles of track. The work was time-consuming, labor-intensive, and not always efficient.
To address these challenges, the company tested a drone-based CV solution from Insight. They managed to automate track inspections, cut response time to safety issues, and reduce costs by a third.
Benefits:
- Enabling faster and more effective rail inspections.
- Improving safety by taking workers off the track.
- Saving money by reducing traffic disruptions.
Use Case 2. Computer Vision in Manufacturing: Ensuring Product and Packaging Quality
On average, one in three products bought online gets returned by the buyer because it arrives damaged. Damage can occur because of defects in production or improper packaging.
To avoid this, companies conduct both product and packaging inspections. These are usually performed visually, which is often insufficient, especially when it comes to large quantities of products. Visual checks can result in a lot of errors as the human eye can miss details. Moreover, quality-control staff can tire, and their attention span can decrease.
Technology can help manufacturers maintain high standards. For example, they can install CV-based web cameras on production lines to prevent defective goods from being sent to customers. Cameras take images of the products, which are sent to the cloud. Machine learning algorithms analyze them and look for any potential defects and discrepancies. Products with defects are then removed from the production line.
To ensure the product package is solid and reliable, CV algorithms analyze its material, shape, and size. The CV system installed on the packing line then checks that the item is packaged according to its specifications. The system will flag any item that isn’t packaged properly and send an alert to operators.
Overall, computer vision in manufacturing enables companies to proactively divert spoiled products and packages before they are sent to the customer.
Real-Life Example: Monitoring Packaging and Defective Products
A California-based pharma company, Atomwise, is testing CV to check the integrity of their packages. A CV system on a packaging line analyzes the state of the package and its material. The technology flags any items with damage. This enables the company to change and replace the outer package before the finished goods are sent to the market.
CV has also helped them detect broken or partially formed tablets. CV inspection cameras take photos of tablets all the way through the production line. The images are then transferred to a dedicated web system that processes them. The system also checks the tablets for damage and whether they are the right color and size. If a tablet is defective, the system logs this data. By the time the damaged tablets reach the end of the production line, they are rejected and don’t transition to packaging.
Using computer vision, the company managed to reduce the number of damaged packages and defective tablets by half. This enabled them to save a significant amount of money.
Benefits:
- Preventing revenue loss as companies immediately detect damaged packages and remove them from the production line.
- Increasing the number of satisfied customers as they get exactly what they ordered.
- Maintaining high packaging standards, which enhances a company’s reputation.

Use Case 3. Computer Vision in Retail: Preventing Store Theft
Retail theft is common right now, which is a burden for businesses across the country. Last year, three out of five retail businesses experienced at least one theft from their stores.
Theft results in huge financial costs: companies lose $95 billion to retail crime each year.
To prevent theft, businesses have to hire more security personnel and deploy security cameras at all locations. This incurs additional costs and doesn’t always work. For instance, last year, a Denver-based store chain, Sporstfan, equipped its stores with cameras. Six out of ten stores continued to see a significant increase in thefts, so they had to put salary increases on hold.
Computer vision can help reduce shoplifting by distinguishing normal from suspicious shopping behavior. A CV system can recognize gestures and see whether a person picks up a product to look at the price or to hide it in their bag. If the system identifies something suspicious, it immediately generates an alert and security staff can take appropriate action.
Stores can also equip their checkout lanes with CV cameras connected to point-of-sale (POS) systems. These cameras count the products while the POS system scans them. When all the items are scanned, the camera and the POS system integrate their data to compare the overall count. If the two numbers are different, the system sends an alert to shop assistants who will check for potential theft or incorrect payment.
Real-Life Example: Detecting Shoplifters
US company WinCo Foods uses CV to keep an eye on their goods and stop theft. The company turned to technology after the number of thefts in their shops doubled last year. Before, they used security cameras and hired guards who monitored the camera feed all day. However, this proved inefficient. There was too much video footage, and the human eye can miss important details.
The company now uses CV-based cameras to analyze video feeds in real time and detect potential thefts. When a camera detects suspicious behavior, it alerts the security guards. As a result, the company managed to reduce the number of thefts by 60%, avoiding profit loss.
Benefits:
- Catching more shoplifters as CV never misses even the smallest suspicious details.
- Helping businesses improve their security measures as they have more data on shoplifting.
- Having fewer expenses as extra security staff are not required.
Use Case 4. Computer Vision in Banking: Combating Fraud
Last year, one in five US banks lost their customers. The main reason for this was security issues. In some cases, customers’ cards or security details were stolen. For others, their accounts went into overdraft even though they weren’t using their cards. As a result, customers lost confidence in the bank and moved to competitors.
So, how can banks reduce the risk of fraud, save their reputations, and win their customers’ trust?
CV has everything to help banking institutions improve security. For example, face recognition software and ATM cameras help track illegal credit card activity. When a customer comes to withdraw money, facial recognition scans their face. It then compares their face with an actual scanned image from the bank’s biometric database. If the two images are not identical, the system may either block the transaction or request additional personal data.
Advanced CV systems like this can recognize up to 16,000 traits in a user’s face, making identification very accurate.
Also, as more and more customers switch to virtual credit cards, banks are introducing biometric verification on their mobile apps. The verification measures include fingerprint and retina scanning and face recognition. So, even if a customer loses their smartphone, the data stored on the device is 100% safe.
Real-Life Example: Tracking Illicit ATM Activities
Emprise Bank wanted to make cash withdrawal operations more secure. To do so, they implemented face verification for customers using their ATM service. This is how it works.
First, a customer enters their identity card number. Then, they position their face in a frame on the ATM screen. A smart camera in the ATM scans the customer’s face and matches it with the scan from the bank’s biometric database. Only when the facial scan is completed successfully and a face is recognized precisely can the user make a transaction in the ATM.
With this system, the bank managed to reduce fraud by 90%.
Benefits:
- Stopping illegal bank transactions.
- Upholding a bank’s reputation.
- Improving customers’ trust in their bank as they know their money is safe.
Use Case 5. Computer Vision in Agriculture: Speeding Up the Harvesting Process
For agricultural businesses, unharvested fruit and vegetables mean lost profits. A huge quantity of produce decays on the ground, and the number one reason for that is a lack of personnel. Farmers struggle to find people willing to harvest and process the food they grow.
The National Agriculture Statistical Service’s Farm Labor Survey (NASS FLS) reported that $87M of food was wasted on farms because of a labor shortage in the US in 2022.
To eliminate the need for manual labor and save time and costs, farmers can use robots or tractors equipped with CV. CV can help detect crop maturity and ensure effective picking. For this, CV solutions are trained using numerous images of fruits and vegetables in various conditions. Based on these learnings, CV can identify the plants that are ready for harvest and the robots will pick them.
Real-Life Example: Speeding Up Strawberry Harvesting
Florida-based Harvest CROO Robotics is an agritech startup. Their CV-equipped robotics solutions help strawberry farmers with picking. This work is very labor-intensive when performed manually. For example, 30 people are needed to harvest eight acres per day. Also, strawberries are delicate. Pickers need to know how much force to apply so that they don’t crush the berries.
Harvest CROO’s system allows ripe berries to be harvested automatically. The system classifies the berries into harvest categories and determines if they are ready for picking. The robot harvester then picks berries without damaging them. Every Harvest CROO harvester is equipped with a LIDAR system that provides a 360° 3D view of the fields. This allows for more precise navigation.
With this technology, farmers can speed up the harvesting process. Only ONE harvester is needed to harvest eight acres per day. This brings cost savings and higher precision, as the system’s algorithms have a 99% accuracy rate.
Benefits:
- Reducing time spent on harvesting.
- Reducing the amount of wasted fruit and vegetables.
The Bottom Line
Computer vision has really taken off. Its growth has enabled the spread of its exciting capabilities to different industries. Businesses are already benefiting from these capabilities, so they are investing in CV solutions more and more.
Companies use CV to prevent crimes and enhance security. Businesses in manufacturing and agriculture use it to ensure their products are of the highest quality, while railroad companies use it to conduct proper safety inspections faster. Overall, using this technology results in higher profits and greater efficiency.
If you want to create a CV solution for your business, Softeq is here to help you. Contact us to learn more about our services.